




Plastmasas iesmidzināšanas veidne
Kas ir plastmasas iesmidzināšanas veidne
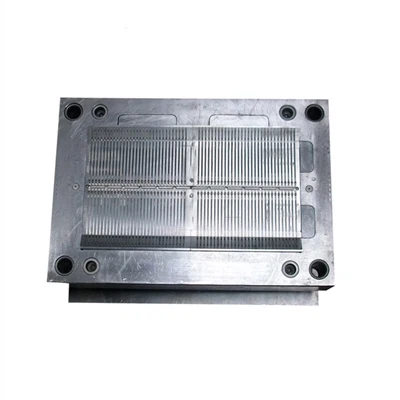
Plastmasas iesmidzināšanas veidne ir specializēts instruments, ko izmanto plastmasas iesmidzināšanā, lai izkausētu plastmasu veidotu vēlamā formā. Tas sastāv no divām pusēm, serdes un dobuma, kas savienojas, lai izveidotu formētās daļas galīgo formu. Veidnei ir arī tādas funkcijas kā sliedes sistēma plastmasas plūsmai, dzesēšanas sistēma ātrai sacietēšanai, ežektora sistēma detaļu noņemšanai un ventilācija, lai novērstu defektus. Izgatavotas no rūdīta tērauda, iesmidzināšanas veidnes ir ļoti svarīgas augstas kvalitātes, precīzu plastmasas komponentu ražošanai, ko izmanto dažādās nozarēs, tostarp automobiļu rūpniecībā, elektronikā un patēriņa precēm.
Plastmasas iesmidzināšanas veidņu svarīgākie aspekti
Kodols un dobums:Veidne parasti sastāv no divām pusēm: serdes un dobuma. Šīs puses savienojas, veidojot formētās daļas galīgo formu.
Skrējēja sistēma:Šis ir kanālu tīkls, pa kuru izkausēta plastmasa ieplūst no iesmidzināšanas formēšanas iekārtas veidnes dobumā. Tajā ietilpst sprue, skrējēji un vārti. Parasti tam ir aukstā vai karstā skrējēja.
Dzesēšanas sistēma:Kanāli vai ejas veidnē, kas atvieglo dzesēšanas līdzekļa (parasti ūdens) cirkulāciju, lai ātri atdzesētu izkausēto plastmasu, sacietējot to vēlamajā formā.
Ežektoru sistēma:Mehānismi, kas palīdz noņemt veidnes daļu no veidnes dobuma pēc tam, kad tā ir atdzisusi un sacietējusi. Tas var ietvert ežektora tapas vai plāksnes.
Ventilācijas sistēma:Telpas vai kanāli veidnē, kas ļauj izplūst gaisam un gāzēm injekcijas procesa laikā, lai novērstu tādus defektus kā gaisa slazdi vai apdegumi.
Iegrimes leņķis:Konusveida virsmas ir iekļautas veidnes dizainā, lai atvieglotu formētās daļas vieglu izgrūšanu no veidnes dobuma bez bojājumiem.
Virsmas apdare:Pulēšana vai faktūras, kas uzklātas uz veidnes dobuma, lai piešķirtu veidnei specifiskas estētiskās vai funkcionālās īpašības, piemēram, spīdumu, matējumu vai saķeri.










Kāpēc izvēlēties mūs
Vienas pieturas risinājums
Ar bagātīgu pieredzi veidņu rūpniecībā mēs piedāvājam vienas pieturas pakalpojumus no izstrādājuma projektēšanas, veidņu ražošanas līdz gala ražošanai.
Rentabilitāte
Mēs cenšamies nodrošināt konkurētspējīgu cenu, neapdraudot kvalitāti, piedāvājot jums vērtību par jūsu ieguldījumu.
Inovācijas
Mūsu komanda ir informēta par jaunākajām tehnoloģijām un paņēmieniem veidņu izgatavošanā, ļaujot mums nodrošināt inovatīvus risinājumus, kas uzlabo jūsu veidņu ražošanas procesus.
Piegāde laikā
Mēs saprotam, cik svarīgi ir ievērot termiņus. Mūsu efektīvie procesi ļauj mums piegādāt jūsu veidni laikā, ievērojot jūsu ražošanas grafiku.

Plastmasas iesmidzināšanas veidņu ražošanas process var atšķirties atkarībā no veidnes īpašajām prasībām un izmantotajiem materiāliem. Tomēr kopumā process notiek saskaņā ar līdzīgu darbību kopumu:
Dizains:Pirmais solis ražošanas procesā ir veidnes projektēšana. Tas parasti ietver plastmasas izstrādājuma 3D modeļa izveidi un pēc tam detalizētas 3D veidnes izveidi, ieskaitot visas tā funkcijas un struktūras. Dažreiz klientam ir jāizveido 2D veidņu dizaina rasējums, lai to apstiprinātu. Lai nodrošinātu labāko veidņu dizaina risinājumu, mums parasti ir jāveic pelējuma plūsmas analīze.
Apstrāde:Kad dizains ir pabeigts, nākamais solis ir veidnes apstrāde. Tas parasti ietver materiāla griešanu vēlamajā formā un izmērā, izmantojot tādas iekārtas kā CNC frēzmašīnas, slīpmašīnas un EDM (elektriskās izlādes apstrādes) iekārtas. Apstrādes process var būt diezgan sarežģīts un laikietilpīgs, jo tas prasa precīzus mērījumus un uzmanību detaļām.
Montāža:Pēc tam, kad atsevišķas veidnes daļas ir apstrādātas, nākamais solis ir to salikšana. Tas parasti ietver detaļu savienošanu un nostiprināšanu ar skrūvēm vai citiem stiprinājumiem. Šajā posmā veidne var būt arī jāpulē vai jāapstrādā virsma, lai uzlabotu tās izskatu vai veiktspēju.
Pārbaude:Pirms veidnes ir gatavas lietošanai, tā ir rūpīgi jāpārbauda, lai pārliecinātos, ka tā darbojas pareizi. Tas var ietvert liešanas procesa pārbaudes, lai redzētu, kā darbojas veidne, un veiktu nepieciešamos pielāgojumus.
Apkope:Plastmasas iesmidzināšanas veidnēm ir nepieciešama regulāra apkope, lai nodrošinātu to pareizu darbību. Tas var ietvert veidnes tīrīšanu un nolietoto vai bojāto daļu nomaiņu, ja nepieciešams.
Pirms iesmidzināšanas formēšanas ir jāņem vērā vairāki apsvērumi:
Finanšu
Ievadīšanas izmaksas iesmidzināšanas veidņu ražošanā var būt augstas, ņemot vērā iekārtu un pašu veidņu izmaksas.
Ražošanas daudzums
Ir svarīgi noteikt, cik gabalu vēlaties ražot, lai izlemtu, vai iesmidzināšana ir visrentablākā ražošanas metode.
Dizaina faktori
Detaļu skaita samazināšana un priekšmetu ģeometrijas vienkāršošana atvieglos iesmidzināšanu. Turklāt veidņu instrumenta dizains ir svarīgs, lai novērstu defektus ražošanas laikā.
Ražošanas apsvērumi
Cikla laika samazināšana līdz minimumam veicinās ražošanu, kā arī mašīnu ar karsto skrējēju veidnēm un labi pārdomātu instrumentu izmantošana. Šādas nelielas izmaiņas un karsto kanālu sistēmu izmantošana var līdzvērtīgi ražošanas ietaupījumiem jūsu detaļām. Ietaupīs arī izmaksas, samazinot montāžas prasības, it īpaši, ja jūs ražojat vairākus tūkstošus pat miljonu detaļu.

Kādas plastmasas tiek izmantotas iesmidzināšanas formēšanā
Visbiežāk izmantotie plastmasas veidi ir augsta blīvuma polietilēns (HDPE) un zema blīvuma polietilēns (LDPE). Polietilēns piedāvā vairākas priekšrocības, tostarp augstu elastības līmeni, labu stiepes izturību, spēcīgu triecienizturību, izturību pret mitruma uzsūkšanos un otrreizējo pārstrādi.
Citas parasti izmantotās iesmidzināšanas formas plastmasas ietver:




Akrilnitrila butadiēna stirols (ABS)
Šo izturīgo, triecienizturīgo plastmasu plaši izmanto visā nozarē. Ar labu izturību pret skābēm un bāzēm ABS nodrošina arī zemu saraušanās ātrumu un augstu izmēru stabilitāti.
Polikarbonāts (PC)
Šai spēcīgajai, triecienizturīgajai plastmasai ir zema saraušanās un laba izmēru stabilitāte. Caurspīdīga plastmasa, kas ir pieejama dažādās optiski caurspīdīgās kategorijās, PC var nodrošināt augstu kosmētisko apdari un labu karstumizturību.
Alifātiskie poliamīdi (PPA)
Ir daudz dažādu PPA (vai neilonu) veidu, no kuriem katram ir savas priekšrocības. Vispārīgi runājot, neiloniem ir augsta izturība un temperatūras izturība, kā arī ķīmiski izturīgi, izņemot spēcīgas skābes un bāzes. Daži neiloni ir izturīgi pret nodilumu un nodrošina labu cietību un stingrību ar labu triecienizturību.
Polioksimetilēns (POM)
Plaši pazīstams kā acetāls, šai plastmasai ir augsta cietība, stingrība, izturība un stingrība. Tam ir arī laba eļļošana un tā ir izturīga pret ogļūdeņražiem un organiskiem šķīdinātājiem. Laba elastība un slidenums arī nodrošina priekšrocības dažiem lietojumiem.
Polimetilmetakrilāts (PMMA)
PMMA, kas pazīstams arī kā akrils, nodrošina labas optiskās īpašības, augstu spīdumu un izturību pret skrāpējumiem. Tas piedāvā arī zemu saraušanos un mazāku izlietni ģeometrijām ar plānām un pārdomātām sekcijām.
Polipropilēns (PP)
Šis lētais sveķu materiāls nodrošina augstu triecienizturību noteiktām kategorijām, bet var būt trausls aukstā temperatūrā (propilēna homopolimēra gadījumā). Kopolimēri nodrošina lielāku triecienizturību, savukārt PP ir arī nodilumizturīgs, elastīgs un var nodrošināt ļoti augstu pagarinājumu, kā arī izturīgs pret skābēm un bāzēm.
Polibutilēna tereftalāts (PBT)
Labas elektriskās īpašības padara PBT ideāli piemērotu jaudas komponentiem, kā arī automobiļu lietojumiem. Stiprība svārstās no vidējas līdz augstai atkarībā no stikla pildījuma, un nepildītās kategorijas ir izturīgas un elastīgas. PBT parāda arī degvielu, eļļas, taukus un daudzus šķīdinātājus, un tas arī neuzsūc garšas.
Polifenilsulfons (PPSU)
Izmēru stabils materiāls ar augstu stingrību, temperatūru un karstumizturību, PPSU ir izturīgs arī pret sterilizāciju ar starojumu, sārmiem un vājām skābēm.
Poliētera ētera ketons (PEEK)
Šie augstas temperatūras, augstas veiktspējas sveķi nodrošina karstumizturību un liesmas slāpētāju, lielisku izturību un izmēru stabilitāti, kā arī labu ķīmisko izturību.
Poliēterimīds (PEI)
PEI (vai Ultem) piedāvā augstas temperatūras izturību un liesmas slāpētāju, kā arī izcilu izturību, izmēru stabilitāti un ķīmisko izturību.
Iesmidzināšanas formēšanas mašīnas sastāvs
Iesmidzināšanas formēšanas mašīna sastāv no materiāla tvertnes, mucas, iesmidzināšanas cilindra/rotācijas skrūves, sildīšanas ierīces, kustīga raksta, ežektoriem un veidnes veidnes dobumā. Parasti mašīnas darbojas horizontāli.
Saspiedes vienības funkcija ir veidnes atvēršana un aizvēršana, kā arī detaļu izmešana. Ir divu veidu iespīlēšanas metodes - parādītais pārslēgšanas veids un taisnais hidrauliskais veids, kas ļauj veidnei tieši atvērt un aizvērt ar hidraulisko cilindru.
Tvertne atrodas vienā mucas galā, un hidrauliskā rotējošā skrūve darbojas ar elektromotoru. Skrūve tiek pagriezta, lai izkausētu no tvertnes ievadīto plastmasu. Pēc tam, kad ir uzkrāts nepieciešamais izkausētās plastmasas daudzums, tiek uzsākts iesmidzināšanas process. Mucas otrā pusē ir piestiprināta veidne.
Kamēr veidnē plūst izkausēta plastmasa, iesmidzināšanas formēšanas iekārta kontrolē skrūves ātrumu (vai iesmidzināšanas ātrumu). Tas arī kontrolē spiedienu, jo plastmasa aizpilda dobumus. Ātruma kontrole un spiediena kontrole ir iestatīta vietā, kur skrūves pozīcija un iesmidzināšanas spiediens sasniedz noteiktu vērtību.
Plastmasas iesmidzināšanas veidnes sastāv no augstas stiprības metāla detaļām, kas ir apstrādātas tā, lai tās darbotos divās daļās. Izkausētā plastmasa caur sprauslu ieplūst veidnē un aizpilda dobumus, izmantojot sliedes un vārtus. Pēc tam veidne tiek atvērta pēc dzesēšanas procesa, un iesmidzināšanas formēšanas mašīnas ežektora stienis nospiež veidnes izgrūšanas plāksni, lai izstumtu līstes.
Iesmidzināšanas veidnes sastāvs ir nozīmīgs, lai tas pareizi darbotos iesmidzināšanas formēšanas procesā. Lai gan veidnēm parasti ir divas puses, dobuma puse un serdes puse, bieži vien ir desmitiem precizitātes elementu, kas veido katru pusi.
Gandrīz visas apstrādātās veidņu sastāvdaļas, kas darbojas, lai izgatavotu pēc pasūtījuma veidotas detaļas, ir apstrādātas ar pielaidēm, kas ir mazākas par +/- 0.001″ vai 0,025 mm, viena trešdaļa no veidņu biezuma. kopēšanas papīra gabals.
Kas ir plastmasas iesmidzināšanas formēšanas process
Inžekcijas formēšanas procesa cikls ir diezgan īss, parasti tas ilgst no sešām sekundēm līdz divām minūtēm. Process sastāv no šādiem posmiem:
Saspīlēšana:Pirms sakarsētā plastmasas materiāla ievadīšanas veidnē, abas veidnes puses vispirms ir droši jāaizver ar iespīlēšanas ierīci. Saspiedes vienības milzīgais spēks saspiež veidnes puses kopā un notur veidni droši aizvērtu, kamēr materiāls tiek injicēts. Laiks, kas nepieciešams veidnes aizvēršanai un nostiprināšanai, ir atkarīgs no mašīnas – lielākām mašīnām ar lielākām atverēm nepieciešams vairāk laika.
Injekcija:Neapstrādāts plastmasas materiāls, parasti sīku granulu veidā, tiek ievadīts iesmidzināšanas formēšanas mašīnā un ar iesmidzināšanas bloku tiek novadīts vai virzīts uz veidni. Plastmasas materiāls uzsilst temperatūras un saspiešanas ietekmē, kad skrūve nogādā plastmasas granulas caur mašīnas mucas apsildāmajām zonām. Izkausētās plastmasas daudzums, kas tiek novadīts uz skrūves priekšpusi, ir precīza daļa, kas kļūs par pēdējo daļu pēc injekcijas. Materiāla daudzums, kas tiek ievadīts, tiek saukts par šāvienu, un, kad tas ir pilnībā saspiests, iekārta iesmidzina materiālu veidnē. Iesmidzināšanas laiku var novērtēt pēc šāviena tilpuma, iesmidzināšanas spiediena un daļas ģeometrijas.
Dzesēšana:Izkausētā plastmasa veidnes iekšpusē atdziest, tiklīdz tā saskaras ar iekšējām veidņu virsmām. Dzesēšanas process nostiprina tikko veidotās plastmasas daļas formu un stingrību. Ir svarīgi ņemt vērā, ka dzesēšanas procesā var rasties daļēja saraušanās.
Veidni nevar atvērt, kamēr nav pagājis nepieciešamais dzesēšanas laiks. Prasības dzesēšanas laikam katrai plastmasas veidnei ir atkarīgas no plastmasas termodinamiskajām īpašībām, detaļas sieniņu biezuma un gatavās daļas izmēru prasībām.
Izmešana:Kad daļa ir atdzisusi veidnes iekšpusē, to var izmest no veidnes, izmantojot izgrūšanas sistēmu. Inžekcijas formēšanas mašīnas mehāniskās īpašības izstumj daļu no veidnes, izmantojot nepieciešamo spēku izmešanai. Šī procesa laikā iekārta ir sagatavojusi jaunu plastmasas šāvienu, un, kad daļa ir pilnībā izstumta, veidne ir gatava nākamajai daļai.

Pēc iesmidzināšanas formēšanas procesa bieži ir nepieciešama pēcapstrāde. Tas var ietvert sekundāros procesus dekoratīviem vai funkcionāliem nolūkiem. Izmantojot iesmidzināšanu, ir seši izplatīti iesmidzināšanas formēšanas pēcapstrādes veidi.
Vārtu apgriešana
Glezna
Lāzera marķēšana
Tampondruka
Siltuma stakings
Ultraskaņas metināšana
Kurās nozarēs tiek izmantota plastmasas iesmidzināšana
Automobiļi:Daudzām automašīnu plastmasas detaļām, lai tās pareizi darbotos, ir nepieciešamas dažādas sarežģītas konstrukcijas iezīmes. Automašīnās izmantotās tipiskās iesmidzinātās formas sastāvdaļas ir buferi, paneļi un mazākas detaļas, piemēram, glāžu turētāji, spoguļu korpusi un daudzas citas. Automobiļu rūpniecībā izmantojamo plastmasas detaļu kopīgās īpašības ir šādas:
Izturīgs pret laikapstākļiem un nodilumu
Augsti karstas plastmasas daļas saglabā integritāti augstas temperatūras scenārijos
Efektīva alternatīva pārtrauktām daļām
Viegls, lai samazinātu emisijas/enerģijas taupīšanu
Daži polimēri ir stabili ķīmiskās iedarbības rezultātā
Trokšņa un vibrācijas samazināšana
Samazinātas izmaksas un svars
Medicīniskā:Plastmasas izmantošana ir plaši izmantota medicīnas ierīču ražošanā. Piedāvājot izcilu kvalitāti un precizitāti, pielāgotas plastmasas detaļas tiek izmantotas dažādos medicīnas komponentos un piedāvā izcilas mehāniskās īpašības. Medicīnas nozares plastmasas detaļu kopīgās īpašības ir šādas:
Dažādas krāsas, formas un izmēri
Augsts dizaina un pielietojuma elastības līmenis
Augsta stiepes izturība
Izturīgs pret augstām temperatūrām
Samazinātas izmaksas un svars
Būvniecība:Ražotāji izmanto iesmidzināšanas formas detaļas, lai ražotu rentablas konstrukcijas daļas un izstrādājumus, tostarp instrumentus, stiprinājumus un piederumus. Būvniecības nozares plastmasas detaļu kopīgās īpašības ir šādas:
Lieliska stabilitāte un izturība, pakļaujoties vides elementiem
Rentabls salīdzinājumā ar metālu vai koku
Energoefektīvas
Viegls
Daudzas apdares iespējas
Santehnika:Bija laiks, kad rūpnieciskajā un dzīvojamo māju santehnikā pārsvarā tika izmantoti metāla, keramikas vai betona materiāli. Mūsdienās, lai gan joprojām plaši tiek izmantotas metāla caurules, tostarp vara un cinkots tērauds, ir konstatēts, ka plastmasas santehnikas komponenti piedāvā izcilas kvalitātes un daudzas vērtīgas īpašības, tostarp:
Izturība pret koroziju
Zema siltuma vadītspēja
Nereaģē uz ķīmiskām vielām
Samazinātas izmaksas un svars
Ierīce:Ierīču ražošana ir vēl viena nozare, kas atbalsta liela apjoma, ļoti atkārtojamu plastmasas sastāvdaļu radīšanas procesu produktu ražošanai. Tādas sastāvdaļas kā zobrati, skriemeļi, sūkņi, plaukti un paplātes ir daži plastmasas detaļu piemēri, kas iebūvētas ledusskapjos, trauku mazgājamajās mašīnās, virtuves iekārtās un citos, kas nodrošina lielāku izturību un vērtību. Ierīču rūpniecības plastmasas detaļu kopīgās īpašības ir šādas:
Izturība pret karstumu, ķīmiskām vielām un koroziju
Pievienota izturība un ilgmūžība
Samazināts svars
Dizaina elastība
Spēja iekļaut sarežģītus procesus, piemēram, pārveidošanu
Elektronika:Kad jūs domājat par elektroniku, visticamāk, jūs domājat par vadiem un metālu. Lai gan pret koroziju izturīga plastmasa var palīdzēt uzlabot elektronisko komponentu veiktspēju. Salīdzinot ar citiem materiāliem, plastmasai ir lieliska spēja uzlabot drošību un nodrošināt izolāciju. Jūsu televizorā, datora peles un daudzās citās ierīcēs bieži ir iekļautas detaļas, kas izveidotas plastmasas iesmidzināšanas formēšanas procesā. Elektronikas rūpniecības plastmasas detaļu kopīgās īpašības ir šādas:
Iztur augstu spriegumu un augstu temperatūru bez degradācijas
Izcilas izolācijas īpašības, dielektriskā izturība un termiskā veiktspēja
Dizaina elastība
Samazinātas izmaksas un svars
Veidojot produkta sastāvdaļu, vienmēr ir jāņem vērā plastmasas iesmidzināšanas liešanas izmaksu efektivitāte un dizaina elastība. Plastmasa var samazināt detaļu svaru par 50-procentiem, to var veidot sarežģītas formas un radīt mazāk lūžņu (no kuriem parasti tiek pārstrādāts). Iepriekš minētie nozares piemēri ir tikai daži no plašā citu produktu saraksta, kam var būt noderīgas iesmidzināšanas formas. Ikreiz, kad atkārtojamība, konsistence, pieejamība un uzticamība ir būtiska vidēja vai liela tilpuma termoplastiskajai sastāvdaļai, iesmidzināšana ir ideāls risinājums.